

Ten Years ago…
Ten years ago Green Distillation Technologies embarked on a journey full of optimistic hope and after all that toil we believe we are beginning to see the light at the end of the tunnel.

Sure we knew at the time we had world-first technology developed by an Aussie genius who is still our Technical Director Denis Randall, but we didn’t not know the changes and pitfalls we would face.
We seem to be in sight of clearing our last regulatory hurdles and can concentrate on the many other exciting prospects that are opening up for us.
Even the subject of the raw material we work with, end-of-life tyres (ELTs) has changed dramatically in those 10 years ago as back then there were very few regulations concerning old tyres in Australia and no permit was required to store or process up to 5,000 tonnes (500,000 passenger tyres).
The Europeans even used the fancy term ‘volumetric reduction’ to describe cutting up tyres to place into landfill, while the US developed the acronym tyre derived fuel (TDF) to represent burning tyres to deliver industrial heat, such as a brick making kiln.
Today now there is equipment that will pull the steel skeleton out of the tyre, and markets have been built around rubber crumb for use in playgrounds and sporting fields, or used as fuel.
How times change! A number of environmental groups, both socially responsible and otherwise, have jumped on the issue resulting in close scrutiny of the ELT disposal industry with a very steep learning curve required of the authorities and many have failed to keep up.
The industry has put millions of dollars into research and attempts to develop markets for new downstream tyre derived products like road paving.
But what has not been fully appreciated is that at the same time the tyre manufacturers have spent, and continue to spend, billions of dollars improving their product to the point that it has become almost totally indestructible. After all, it is about the safety of the billions of people who trust their lives to their wheels every day and no-one would want their tyres to bio-degrade in the sunshine.
Tyre recycling processes in 2019
So what does it look like out there?
A tyre is a complex manufactured item comprising of a steel skeleton, in some cases supported by fabric, coated with a mixture of natural and synthetic rubbers plus specific additives, which is then vulcanised, which is the process whereby the rubber becomes firm and takes on the form of the tyre.
There is a belief that vulcanised rubber will not bio-degrade for at least 500 years and since we have had them for less than 150 years it is a bit early to speculate on how accurate that prediction might be.
This is a critical factor that has not yet been recognised as much of the recycling of ELTs just reshapes the tyre and repurposing the rubber, it does not take it out of the product stream as crumbing or dumping in landfill merely postpones the problem for later generations. In 500 years a rubber crumb will still be a rubber crumb?
Let’s look at the competition
Competitive analysis is a management ‘in’ term, but it is always extremely valuable to examine the strengths and weaknesses of those processes you are competing with.
Pyrolysis
Old tyres have been used as feedstock in pyrolysis processes for many years now.
Pyrolysis is simply defined as the treatment of a substance with heat in the absence of air, but there are a number of ways to apply the heat and remove the air and that creates a problem when dealing with the environmental authorities, particularly in countries like Australia.
The differences in the application of pyrolysis are critical to the nature of the process, as well as its safety, its environmental credentials and the quality and variety of the products that are produced.
Crumbing
Crumbing of the rubber by grinding it up has been the most common form of tyre disposal for some time. In this process the tyre is put through a buffing process where the rubber on the outside of the steel skeleton is abraded and forms crumbs.
These crumbs of rubber are graded according to size and sent off into specific markets such as fillers for artificial grass on a sporting field, or used in the manufacture of safety flooring, rubber mats etc.
Recent advances have seen crumbed rubber used in steel recycling and as an additive for asphalt in road making. Usage is limited as the cost of crumbing is relatively high, the markets are limited, although great efforts are being made to find new markets.
Tyre derived fuel
The other common destiny for ELTs is as TDF (tyre derived fuel) which is the most common recycling method used in the USA for the 250 million plus old tyres they generate each year.
In this method the tyre carcasses are usually cut into small pieces and are fed into a furnace where they are burnt to provide heat. This is common practice in cement, brick and ceramic manufacture and it has also been used in paper manufacturing.
Rubber has a high calorific value and therefore provides an economically advantageous solution to the need for energy in those industries, but it does create emission problems from the stack and waste. There are a lot of high tech solutions to the emission problems, but the waste (ash) from the burning still causes difficulties and as a recycling method is also far from the best use of the energy left in a tyre at the end of its life.
Destructive distillation (or the Randall Method)
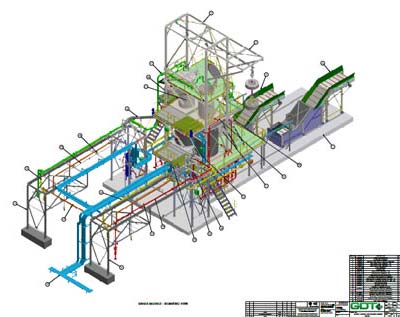
The tyre recycling process approach that we pioneered ten years ago still stands up against the alternate methods we have outlined.
Advantages
The principal advantages of the GDT process over others is the use of whole tyres as feedstock, hence no requirement for expensive pre-processing, the high quality of the oil produced from the process and the relatively small amount of energy required to effect the process. In fact, oil manufactured by the process is used as the heat source and the GDT process has a positive impact on the carbon equation.
Research
Recovered Carbon Black (rCB) is the principal commodity sought by research by competitive technologies. There are a couple of principal reasons for this:
- Use of crumb rubber as feedstock has a negative impact on the balance sheet of the recycler as they must pay for feedstock meaning they are entirely reliant on the downstream products from the process;
- Use of crumb rubber means there is no steel in their revenue column, whereas GDT has oil, carbon and steel, all of which provide a return;
- The oil derived from competitive technologies, such a pyrolysis is of such poor quality it is no longer called ‘oil’ but Rubber Derived Liquid (RDL) and subsequently is of very low value and a very poor return;
- This means that it leaves all their economic dependence on the return from their carbon (rCB);
The GDT Randall process does not have these issues so our research targets can therefore be directed at system improvements, feedstock range (other rubber products, mining tyres, forklift tyres, aircraft tyres, conveyor matting, etc.), blending and refining of the oil product, as well as alternative uses for the recycled carbon.
Products
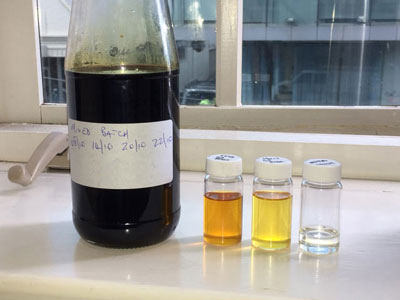
Oil – Under our current business model a large percentage of our revenue will be generated by the oil. As a commodity, oil pricing can fluctuate wildly and even though our model still works in the worst case scenario, it is important that we continue to research new markets.

Carbon – Carbon is the most heavily used industrial chemical in the world and comes in multiple forms from coal to graphite, from carbon black to graphene with the global carbon black (CB) market at 1.7 million tonnes and growing, with 82% of that production going into tyre manufacture.
Graphite is manufactured as a natural mineral occurrence and world supplies are dwindling, which opens up an exciting prospect for GDT as our plans call for seven plants around Australia and many others around the world.
Steel – The steel rim and beading from the tyre can be recycled and delivered clean from the by the GDT process and there is a constant world demand for high grade steel such as that used in tyre manufacture.
Different compounds

Every tyre manufacturer uses different rubber compounds in their product and every tyre has a different target market, which means that within a range there is a similar range of rubber compounds.
The mixture comprises natural and synthetic rubber, made from petroleum, and a range of chemicals to enable vulcanisation and add features to the tyre dependent on its geographical area of use and its purpose. A truck tyre in Singapore is manufactured differently from a truck tyre in Tasmania due to climate and road surface differences, while an off road tyre is different to a snow tyre and so on. GDT has introduced a quality control and quality assurance (QC/QA) system to ensure that the process delivers products that suit the requirements of our customers regardless of feedstock type.
Our partners
Over our 10 years of operation we have made a number of partnerships. Here are the major ones.
Northern and Southern Oil
GDT and Southern Oil Refinery has been working together since the very start and now with the opening of their northern partner facility in Gladstone, Queensland the partnership has strengthened.

Northern Oil Refinery was commissioned in 2018 to serve the renewable fuels market and Queensland is at the forefront of promoting renewable fuels. This represents a serious commitment by the Government to support this strategy and as a result all of the GDT oil produced in Australia will be transported to Gladstone for processing into a drop-in replacement fuel for use in diesel engines.
BlueScope
Bluescope has a constant demand for clean scrap steel to service their four plants on the east coast of Australia to produce the steel wire which used in tyre construction.
Bluescope also uses a large quantity of coal to provide heat for their recycling processes, some of which is imported at considerable cost. GDT carbon is suitable for blending with this coal and is cheaper as it has a higher calorific value and is delivered ready for use. As a major recycler, Bluescope is enthusiastic about supporting any product that will help them improve their environmental credentials.
International opportunities
The end-of-life tyre problem is not restricted to Australia, but it is global in context.
To that end GDT receives constant approaches from around the world and currently the most significant amongst these are:
USA

The city of Philadelphia first approached GDT back in 2017 as they have a major tyre disposal problem in their city that is not being resolved through traditional methods and through the support of their State Government have made it clear they are prepared to legislate to support a GDT solution.
We have been in discussion with potential partners to the point where we now have the land made available, a partner to collect the tyres, a refinery to take the oil and we are now searching for a market for the carbon and a funder. The land that has been identified is sufficient for three plants in Philadelphia alone and the tyre collector has sufficient capacity to sustain the plants.
Simultaneously we have serious interest in Texas where the State Government has ‘guaranteed’ tyre supply and the oil and steel have been pre-sold and we really only have to tick the boxes.
United Kingdom
Current UK and EU regulations make entry into this market extremely difficult but we do have a party, currently involved in tyre recycling, who is working through the regulatory swamp.
New Zealand
While the tyre recycling problem is smaller in scale in New Zealand, it is much larger in impact in such an environmentally conscious country. The Government has agreed to support the establishment of a GDT plant, but the difficulty is in finding the appropriate partner, although we are currently in discussions.
South Africa
With a chequered history in recycling and Government intervention, South Africa is struggling to keep up with its waste problem, particularly tyres. We have been approached by a major enterprise with a view to establishing a Joint Venture business, but we feel there is still plenty of homework to do.
Japan
Japan is more about the trading business than the actual operation of a plant and the opportunity exists to build three plants in Japan in partnership with three of the country’s famous trading houses, which wants to enter into high level partnership arrangements, including equity, and take the technology to the world. But nothing happens overnight in Japan so this could be a lengthy process
Russia
GTD has been recently approached by a large Russian industrial enterprise which is now planning a visit to Warren to review the plant and the technology. This approach came through an introduction from Austrade which has also introduced GDT to companies from Columbia and Sri Lanka.
Mining tyres joint venture

The Joint Venture with Tytec for the processing of the oversize mining tyres has reached a critical point.
GDT has proved that the technology works and we have completed the design and engineering on a reactor to process six of the world’s biggest tyres at a time. These are known as 63” tyres and have an external diameter of four metres and weigh up to four tonnes each at the end of their working life.
For the purpose of demonstrating the commercial reality of the project we are currently in discussion to build a prototype unit to process two tyres per batch, which is a very exciting development as currently there is no effective means anywhere in world of recycling these monster tyres.

